Moldex3D provides the comprehensive injection compression molding simulation tool, which can consider the interactions between the stages of filling, compression, packing, cooling and warp through the analysis. It can set the melt able or unable to flow through the nozzle during compression stage. Therefore, the process conditions can be adjusted in the simulations to fit real molding parameters. The following steps help users to set the process conditions for injection compression molding simulations.
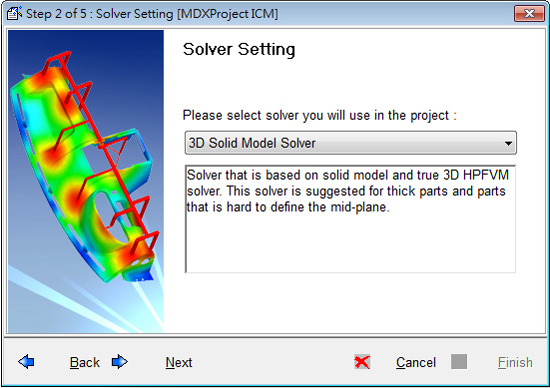
STEP 1.  Create a new project and then select the 3D Solid Model Solver. The Injection Compression Molding module is only supported for 3D Solid Model Solver.
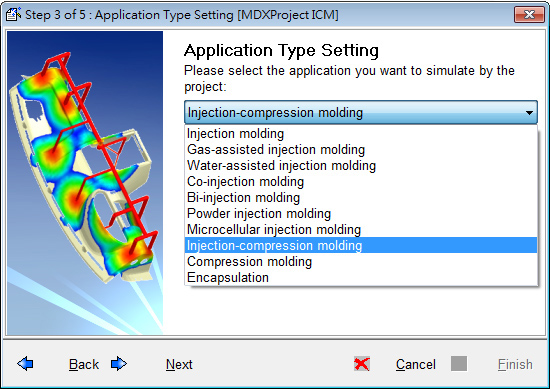
STEP 2. Choose the Injection-compression molding module.
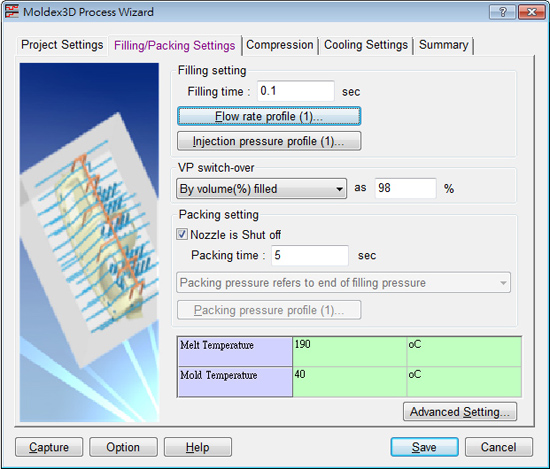
STEP 3. In Moldex3D Process Wizard, the Filling/Packing and Compression conditions are set respectively. The  filling stage parameters are set via Flow rate profile and Injection pressure profile, which are the same as the conventional injection molding. If the injection pressure exceeds the set pressure during filling stage, it will switch the flow rate control to pressure control. As for Packing conditions, the nozzle can be set open or shut off. The default setting of Nozzle is Shut off means that it is not allowed for melt passing the nozzle during packing. Because there is no more melt be filled into the cavity during packing, the compression replaces the packing stage so that the rest settings of Packing pressure reference and profile are unavailable.
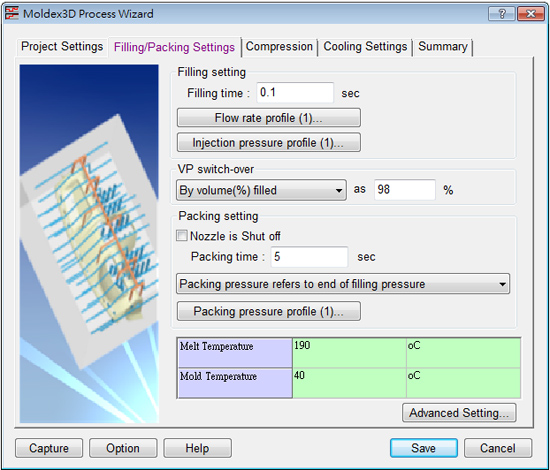
STEP 4. Under the Packing setting, Nozzle is Shut off means the melt can pass the nozzle during packing stage. Under this condition, the setting methods are the same as the conventional injection molding. However, if the compression process is not finished yet at VP-switch, the compression and packing stages will be implemented simultaneously till the set packing time over.
STEP 5. The next is the Compression conditions settings. Compression gap means the compression distance. As for Nozzle is Shut off mode, the Compression time includes the compression and the following packing processes.
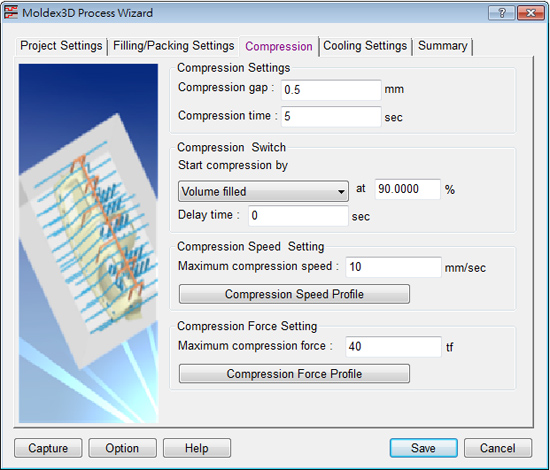
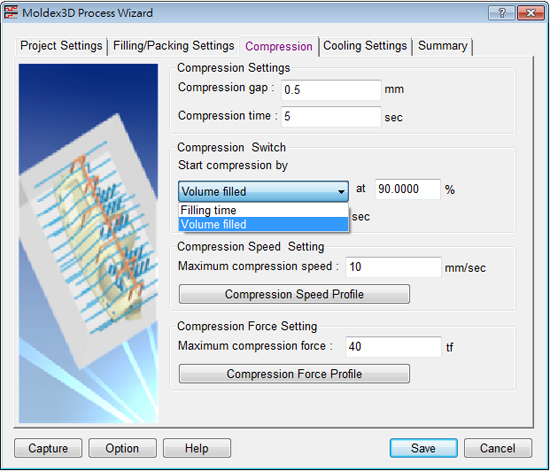
STEP 6. There are two ways to start compression: by Volume filled percentage or Filling time. The value of Volume filled percentage is related to Compression gap. The definition of filling volume percentage is the ratio of the the compressed volume to the pre-compressed volume. The volume includes the runner and part systems. And Delay time means the time before stating the compression.
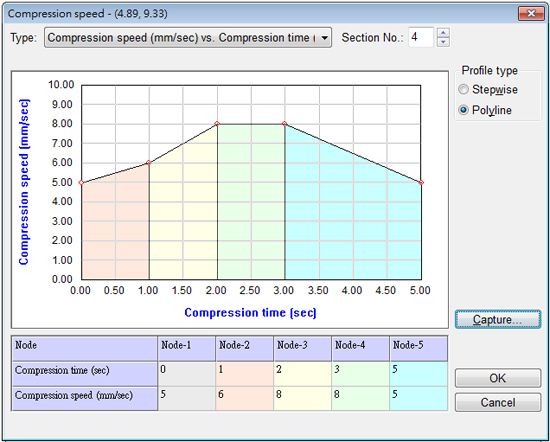
STEP 7. Compression Speed is set by Compression Speed Profile, you can set Multi-stage compression speed.
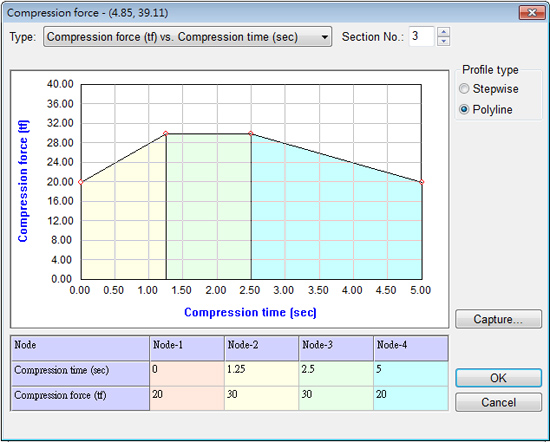
STEP 8. Compression Force is set by Compression Force Profile, and you can set Multi-stage compression speed as well. If the compression force meets the maximum compression force limit, the compression speed control will be replaced by compression force control during the compression time.
Bottle Warming Machine System,Bottle Warming Machine Systems,Bottle Warming Machines System
Zhangjiagang Mark Beverage Machinery Co., Ltd. , https://www.markfilling.com